
Використання простого ефективного устаткування зробило безпечною одну з найпоширеніших на рудозбагачувальній фабриці ремонтних операцій.
За статистикою близько 70 відсотків вантажів у світі перевозиться морським транспортом, близько 20 відсотків – автомобільним, а близько 10 – залізничним. А от на рудозбагачувальній фабриці № 1 гірничого департаменту беззаперечним лідером є транспорт конвеєрний. 74 конвеєри загальною довжиною близько 3,5 км щозміни транспортують тисячі тонн руди та залізорудного концентрату. Конвеєрні стрічки рухаються роликами, яких у цеху близько 12 тисяч. Заміна роликів, які виходили з ладу, була однією з найнебезпечніших виробничих операцій, поки не застосували WCM.
Як розповів механік дільниці фільтрації та конвеєрів РЗФ-1 Юрій Коливашко, заміна ролика для досвідченого ремонтника, як то кажуть, справа техніки. Але перед тим треба підняти й зафіксувати конвеєрну стрічку, яка хоч і гумова, але доволі товста й довга, а тому важка.
«Десятки років ми користувалися звичайними ломами, – розповідає Юрій. – Для заміни ролика потрібні були мінімум троє людей. Тому слюсарям-ремонтникам часто доводилося гукати на допомогу зварників та різальників металу, а зараз це особливо дефіцитні фахівці. Спочатку міняли ролики з одного боку конвеєра, потім переходили на інший. Інколи доводилося використовувати ручні вантажопідйомні механізми (талі), що додавало небезпеки. Але основна небезпека – загроза травмуватися, будучи притиснутим устаткуванням чи інструментами під час орудування ломами».
Цехова команда WCM проаналізувала усі найнебезпечніші виробничі операції на фабриці. Заміна роликів потрапила у топ, а ризик бути роздавленим механізмами та рухомими частинами є одним з чотирьох ризиків-вбивць у компанії «АрселорМіттал». Вирішили впровадити 10-кроковий проєкт з охорони праці. Щоб запобігти ризикам, вдосконалили виробничу операцію. Ломи та талі залишили у минулому, а замість них тепер використовується німецьке пристосування з назвою «флекс-ліфтер». Працівник встановлює його на конвеєр, крутить ручку, а флекс-ліфтер підіймає і фіксує стрічку, подібно домкрату. А далі вже справа техніки – і ролики замінені. До того ж одразу з обох боків конвеєра.
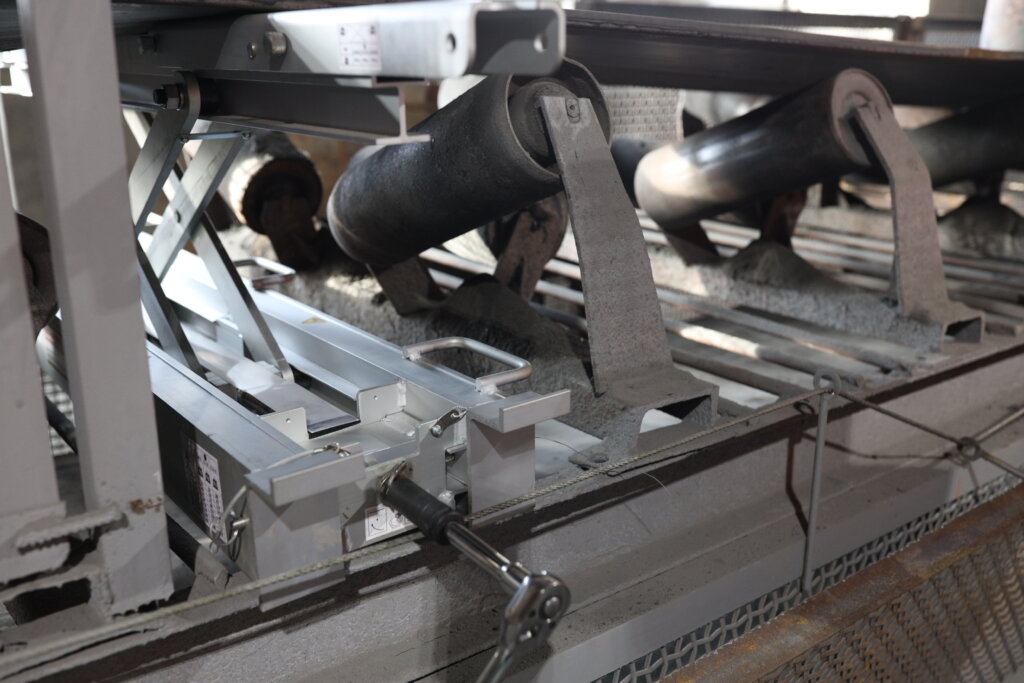
Головний технолог РЗФ-1 Юрій Коваленко надзвичайно задоволений цим придбанням. «Ми вияснили, що флекс-ліфтери є різними: з електроприводом, гідравлічні, механічні, – пояснює Юрій. – Саме на останньому типі зупинився наш вибір. Адже звичайний механічний набагато легший від своїх «родичів». Він важить лише 25 кг, має зручні ручки для перенесення. Це важливо, бо конвеєри у нас скрізь. Хотілось би мати не одне таке пристосування, але поки що й цим ми задоволені. Флекс-ліфтер коштує недешево, але безпека людей не має ціни. До того ж, його використання дозволило скоротити час ремонтної операції майже втричі. А це зменшення простою конвеєрів і, відповідно, додатковий вироблений концентрат. А ще з заміною роликів новим способом справляються двоє працівників, що дозволяє ефективніше використовувати працю людей».








