Увага! Можливо в цій статті заховалося “золоте слово”. Більше про акцію – тут.
Напередодні Дня металурга і гірника ще один прокатний стан «АрселорМіттал Кривий Ріг» – дрібносортний ДС-250-5 – поновив випуск продукції після тривалого простою.
Успішне відновлення роботи стану, за словами заступника начальника СПЦ-2 з виробництва Олександра Макаренка, стало можливим, перш за все, завдяки його персоналу. «Дякуючи нашим людям, стан не втратив своєї працездатності під час вимушеного простою. Обладнання періодично вмикалося, прокручувалося, щоб зберегти працездатність гідравліки, електрочастини, механічних вузлів, підшипників рідинного тертя тощо. А ще ми виконали значну роботу з очищення гідроприміщень, водостоків, відстійників окалини, ремонту, пофарбували обладнання та металоконструкції. Це все у поєднанні з професіоналізмом працівників дало змогу запуститися у визначені терміни. 7 липня почався розігрів печі, а 11 липня вранці зі стану вийшла перша продукція. Йдемо за графіком», – розповів Олександр Макаренко.
Якісно нагріти заготовки у печі до температури 1160 градусів за Цельсієм перед прокаткою – це непросто й дуже важливо. Якщо нагрів буде нерівномірним, то це негативно вплине на технологічні процеси та на якість прокату. За пультом управління піччю – нагрівальник металу Володимир Шпак. «Вислів «на роботу, як на свято» дуже відповідає моєму сьогоднішньому настрою! – посміхнувся Володимир. – Люди скучили за прокаткою. Я вже 23 роки працюю на стані. Таких довгих простоїв ще не було. О сьомій ранку почали, вже майже година дня, політ нормальний».
Нагрівальник металу Володимир Шпак
З печі заготовки подаються на стан. Наладку прокатних клітей та привалкової арматури виконали вальцювальники. Вони ж контролюють роботу обладнання та геометричні параметри металу. Вогняні лінії проносяться станом, поступово стають тоншими й тоншими.
«Обладнання постійно має бути в робочому стані – розповідає старший вальцювальник Сергій Вербовий. – Відкрию таємницю: ніхто стовідсотково не знає, як воно поведе себе у різних ситуаціях. Тому ми на всі сто виклалися під час підготовки стану, налаштування клітей. А зараз уважно слідкуємо за процесом. Реагувати на зміни треба миттєво».
Старший вальцювальник Сергій Вербовий
Вальцювальники постійно взаємодіють з операторами головного поста управління. Саме оператор регулює швидкість обертання прокатних валків, і від правильно підібраних режимів залежить успіх. Оператор Дмитро Піддубний у цеху – з вісімнадцяти років. «Я професійно народився на цьому стані, – каже Дмитро. – Прийшов сюди худеньким маленьким пацаном. Виріс, як бачите. Стан – це частина моєї душі. Декілька місяців тут панувала моторошна тиша. Зараз все гуде, а для мене – наче лагідний котик мурчить. Стан працює, а значить, працює весь ланцюг від видобутку руди до відвантаження арматури. І це чудово!»
Оператор Дмитро Піддубний
Робоче місце Катерини Ветушної – пульт управління лінії пакування. Вона слідкує за тим, щоб не вийшло як у приказці «вміли готувати та не вміли подавати». «Ми повинні відвантажити покупцеві пачки арматури*, які б повністю відповідали умовам контракту. Вага пачки, кількість прутків, бездоганний товарний вигляд, наприклад, відсутність перехрещення прутків та інші характеристики – це зона моєї відповідальності. Ця робота мені дуже подобається» , – говорить Катерина.
Оператор лінії пакування Катерина Ветушна
Першою продукцією після перезапуску стала арматура з діаметром перетину 16 мм.
«Процес триває, – продовжує Олександр Макаренко. – Не все ідеально, так не буває ніколи, а особливо після довгого простою. Але всі проблеми вирішуємо оперативно. Після № 16 будемо катати ще декілька видів арматури різних діаметрів, в тому числі й шахтну, а також різний сортамент круглого прокату. Партії невеликі, доведеться часто робити перевалки. Але ми все одно задоволені, що є справжня робота для прокатників. Сподіваємося, що це лише початок».
Текст і фото: Андрій Онищенко
* “золоте слово” – ключ до правильної відповіді у грі
В народі 6-ту річницю весілля називають чавунною. Це означає, що молода сім’я вже зуміла стати міцною, але ще може тріснути від сильного удару. Насправді чавун – це такий сплав, який міцніший за камінь, але слабший проти сталі.
Чавун, в уявленні багатьох з нас, це велика важка чавунна сковорода, яка вироблена з якогось темно-сірого матеріалу. На підприємстві «АрселорМіттал Кривий Ріг» теж виробляють чавун, але сковорідок там немає
Річ у тім, що на металургійному виробництві виплавляють спеціальний чавун, з якого потім виготовляють сталь.
Чекайте, хіба сталь роблять не з заліза, запитаєте ви?
Звичайно, із заліза. Тобто із залізної руди, яку видобувають у глибинах землі. Але «чисте» залізо в металургії майже не використовується. Основну його масу ми споживаємо у сплавах – сталі та чавуну, які називаються чорними металами.
Завантаження руди в кар’єрі
У кар’єрах «АрселорМіттал Кривий Ріг» видобувають справжні магічні кристали. Це такі корисні копалини, як гематит (Fe2О3) та магнетит (Fe3О4 ), що мають кристалічну форму. Обидва ці мінерали є природними оксидами заліза. Тобто містять в собі елементи заліза і кисень, останній перебуває у твердому стані.
Щоб перетворити ці кристали на залізо, необхідно позбутися кисню. Для цього нам потрібна доменна піч, де ця гірнича порода буде плавитись разом з іншими інгредієнтами.
З доменної печі вже ллється сталь?
Ковш чавуну
Ще ні, доменні печі виплавляють чавун. Cотні років тому люди намагались отримати сталь напряму за схемою «залізна руда – сталь». Кінцевим продуктом було просякнуте шлаком та іншими домішками губчасте залізо пористої будови, так звана криця.
Позбавлятися домішок тоді не вміли. Ковалям шляхом багаторазового виковування виробів не завжди вдавалося досягти повного видалення шлаків. В результаті вони отримували «в’язке залізо», яке було крихким і мало низькі показниками міцності та корозійної стійкості.
Крицю намагалися переплавляти ще раз. Ці спроби продемонстрували значні переваги у якості залізної зброї, а потім таке виробництво почало розвиватися. Згодом почали будувати доменні печі й започаткували доменне виробництво. Виплавляти сталь почали з використанням напівпродукту (чавуну). Весь подальший розвиток металургії відбувався, як вдосконалення цього способу виробництва сталі.
Отже, чавун сприяв найбільшому технічному прогресу у розвитку металургії. Сталь і досі виготовляють за технологією, якій вже близько 1000 років. Але і в цій галузі останні роки відбуваються технологічні прориви.
Як виробляють чавун сьогодні?
Для приготування цієї металургійної «страви» необхідно підготувати особливі продукти – шихту – суміш сировинних матеріалів.
Основним інгредієнтом «страви» є залізорудна сировина. Видобуті у кар’єрі «кристали» спочатку подрібнюють, а на спеціальних рудозбагачувальних фабриках до них додають корисні речовини. В результаті отримуємо концентрат.
Концентрат
Його піддають огрудкуванню — тобто виготовляють агломерат або окатиші, які потім відправляються у доменний цех.
ОкатишіАгломерат
Другий інгредієнт – кам’яновугільний кокс та природний газ. Паливо відіграє не менш важливу роль хімічному процесі під час виплавляння чавуну.
Гарячий коксХолодний кокс
Третій інгредієнт — це флюси, тобто спеціальні добавки, які вводяться для зниження температури плавлення пустої породи шихтових матеріалів. У якості флюсів використовують вапняк.
Вапно
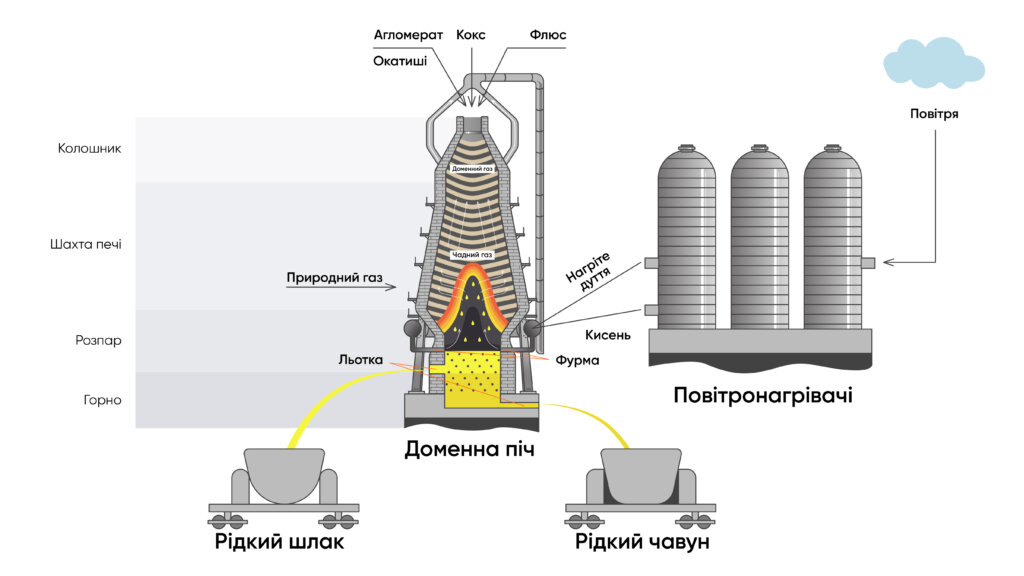
Усі шихтові «інгредієнти» надходять у доменний цех і зсипаються у спеціальні бункери. Далі агломерат (окатиші), вапняк і кокс порціями (колошами) завантажують за допомогою підйомних кошиків (скіпів) або стрічкового конвеєру зверху на колошник печі та переплавляються на чавун.
Доменна піч №9 (вигляд зверху)
Час перебування матеріалів всередині печі, тобто від моменту завантаження на колошник і до моменту випуску їх у вигляді готової продукції, становить 5-8 годин. За добу доменна піч проплавляє приблизно такий об’єм матеріалів, що дорівнює 3,5 об’ємам печі.
Доменна піч – це основний агрегат на металургійній кухні. Саме у ній при температурі 1900 °C із залізної руди, палива та флюсів народжується чавун.
Доменна піч №9
Цей хімічний процес називається відновленням оксидів заліза, що відбувається шляхом витіснення кисню з породи, або зменшенням його ступеню.
Здійснити це можна тільки за високої температури нагрівання і з допомогою спеціального відновника, який має велику спорідненість з киснем. Це завдання під силу чадному газу (СО2), що утворюється в процесі згоряння коксу та розкладу флюсу (вапняку).
Щоб кокс почав горіти, треба добре розігріти доменну піч. Тому в неї вдувають знизу через фурми гаряче (до 600-800º С), збагачене киснем повітря.
Схема доменного виробництва
Нагріті гази піднімаються у верхню частину печі, а в цей час назустріч їм поступово опускається донизу шихта. Чадний газ проходить крізь стовп шихти і поступово відновлює залізну руду.
Відновлене в доменній печі залізо поступово поринає у більш гарячу частину печі (розпар), частково реагує з вуглецем і чадним газом. Залізо розчиняє в собі до 4% вуглецю й інші домішки. Утворюється чавун — сплав заліза з вуглецем.
Рідкий чавун
Цей процес виглядає дуже складним, але не для доменників «АрселорМіттал Кривий Ріг». Вони, як вправна хазяйка варить борщ, так само й «варять» свою фірмову страву і дуже пишаються, що вона виходить якісною.
Відбирання чавуну для проби
У найбільшого металургійного підприємства є чотири доменні печі: ДП-6 та ДП-7 об’ємом 2 тис. кубометрів , ДП-8 об’ємом 2,7 тис. кубометрів і найбільша у в Європі ДП-9, яка має об’єм 5035 кубометрів. Всі працюють за одним «рецептом», всі виробляють свій чавун з вмістом вуглецю на рівні 2,5 -3%, щоб потім сталь виходила міцнішою.
Сталь – це сплав заліза (від 45%) та вуглецю (до 2,14%). Чим менше вуглецю, тим міцніша сталь.
Окрім чавуну в доменні печі утворюється ще один продукт. За високої температури вапняк, що додається до шихти як флюс, розкладається, і утворюються легкоплавкі речовини — шлаки. Оскільки шлак легший, ніж чавун, він збирається над розплавленим чавуном, як пінка молока над кавою, і захищає його від окиснення.
Рідкі продукти плавки видаляються через спеціальний отвір – чавунну льотку. Перший шлак з’являється приблизно через 15 годин після задувки (запуску в експлуатацію доменної печі після побудови або капремонту), а перший чавун — через 20-24 години після задувки. Через кілька діб доменна піч досягає своєї продуктивності.
Чавуновозний ковш
Отриманий у доменній печі чавун зливають у чавуновозні ковші й транспортують у рідкому стані або до сталеплавильного (мартенівського, киснево-конверторного, електросталеплавильного) цеху, де переробляють на сталь, або до розливних машин, де його розливають у форми і отримують чушковий чавун. Чушки можна зберігати у твердому стані та використовувати у ливарному виробництві.
Чушка
Нові способи виробництва сталі
Дуже довго чавун вважався у сталеплавильному виробництві єдиною сировиною для виготовлення сталі. До середини XIX ст. металурги були переконані, що виплавити міцну якісну сталь можна тільки двоступеневим способом за схемою «залізна руда – чавун – сталь». В останні роки в цій консервативній галузі відбувається новий прорив.
Вчені-металурги ніколи не полишали спроб знайти способи прямого відновлення заліза з руди, оминаючи доменне виробництво й уникаючи участі коксу у цьому процесі.
Одне з технологічних рішень – це використання гарячебрикетованого заліза, металізованих окатишів або губчастого заліза, в яких вміст заліза дуже високий – до 99%. Такий продукт може одразу використовуватися у сталеплавильних електродугових печах для отримання сталі.
Ефективність цієї технології вже доведена і розвивається понад 30 років, але вона вимагає первісної залізорудної сировини з високим вмістом заліза і низьким вмістом домішок, а ще потрібні великі газові ресурси. Тому цей напрямок розвивається в Бразилії та Австралії, де є в наявності дуже хороша руда, а також на Близькому Сході, де в надлишку – дешевий газ.
Ще одне рішення – відновлення залізної руди за допомогою водню замість викопного палива, яке було винайдено у другій половині XIX ст. Проте ефективність такого способу була доведена зовсім недавно. Європейські металурги ще тільки починають розробляти інноваційні технології у цьому напрямку. Зокрема ArcelorMittal також розглядає це питання: й у співпраці з Фрайберзькою гірничою академією компанія розпочала випробування відповідного обладнання на металургійному комбінаті компанії в Гамбурзі. Наприкінці пілотних випробувань ArcelorMittal розраховує отримати 100 000 тонн сталі, виробленої з використанням водню.
Пряме відновлення заліза дозволяє уникнути «засмічення» заліза сіркою та іншими небажаними елементами, що містяться в коксі, а також підвищити якість сталі. Таке виробництво надасть можливість зменшити вуглецевий слід, через який металургійна промисловість входить у трійку найбільших виробників вуглекислого газу в світі.
Основною проблемою цього способу на сьогодні є виробництво чистого водню у промислових масштабах. Процес вимагає величезного розширення потужностей відновлюваної енергетики й великих фінансових витрат.
Проте новітні технології не припинять виплавлення чавуну. Це виробництво протягом свого існування також активно розвивалось та удосконалювалось. На сьогодні є різні види чавуну, які добре зарекомендували себе в машинобудуванні, виготовленні побутових речей та інших галузях промисловості. І доменники нашого підприємства, які порівнюють свою працю з підкоренням вулканів, незважаючи на виклики часу, продовжують нести свою гарячу вахту біля доменних печей.
На підприємстві відремонтували водогін та насосну станцію № 14, які мають стратегічне значення. Вони забезпечують водою основні виробничі цехи «АрселорМіттал Кривий Ріг».
Насосна станція № 14 розташована на ставку-освітлювачі № 1, між цехами металургійного виробництва та виробничим комплексом доменної печі № 9. Вона забезпечує водою доменні цехи №№ 1 і 2, конвертерний цех, аглоцех метвиробництва та інші підрозділи підприємства. Але до війни насосна не могла у повному обсязі забезпечити ці цехи водою через забиті водогони.
«14-та насосна працює в дуеті з насосною станцією № 15 на другому ставку-освітлювачі, – розповідає Юрій Буслов, начальник цеху водопостачання. – Водоводи від кожної станції потім з’єднуються в один основний водогін діаметром 1220 мм, яким і постачається вода до споживачів. Оскільки система була створена ще у 1990-х, то з часом всередині труби утворився великий шар карбонатних відкладень. Коли наші фахівці зробили люк до труби, щоб потрапити туди, то побачили, що для протоку води залишилося лише 200 мм з 1220-ти. Ми прочистили більше кілометра цієї водної «кровоносної» системи, повністю позбавили її шкідливих відкладень, як лікарі позбавляють пацієнта атеросклеротичних бляшок. Крім спеціалістів нашого цеху, роботи виконували фахівці «Стіл Сервісу» та підрядники».
Щодо чотирьох насосів 14-ї станції, працювати на повну потужність їм не давав шлам на водозабірних решітках. А за первинними характеристиками кожен з цих насосів здатний перекачувати по 4 тисячі кубометрів води на годину. Вирішення проблеми фахівці ЦВП розпочали з осушення прийомної камери (ємності, звідки насоси качають воду). Щоб вода раптом не потрапила туди під час робіт, шлях їй перекрили спеціальною дамбою. Під час ремонту насоси ретельно почистили, замінили зношені деталі, відремонтували засувки, а на додачу відновили водозабірний колодязь та інші водогони системи.
Водозаборна ємністьОчистка водозаборної ємності насосної станції 14
«Усі працювали на відмінно, – зазначив Юрій Буслов. – Окремо відзначу бригадира слюсарів-ремонтників східної дільниці Василя Бондаренка, майстра Сергія Верещагіна, водія екскаватора Євгена Шевченко, який працював і під час очищення водозабірного колодязя. Відсипку дамби виконували водії екскаватора Іван Литвиненко та Олег Євченко. Перевозив матеріали водій автокрану Віктор Семенов. Усі молодці».
Роботи з ремонту всього комплексу 14-ї насосної станції тривали два місяці. Станція вже в роботі, а в цеху розпочали ремонт насосної № 15, тож до пуску підприємства на повну потужність тут будуть готові.
Увага! Можливо в цій статті заховалося «золоте слово». Більше про акцію – тут.
Легенда у світі промисловості, найвидатніша зірка у сузір’ї доменних печей «АрселорМіттал Кривий Ріг» відзначила ювілей.
П’ятдесят років тому, у червні 1972 року, будівельники заклали фундамент найбільшої у світі доменної печі №9.
Уявляєте, як це було? Масштаби просто вражають. Адже на її будівництві щодня працювали тисячі людей!
Дев’ятка завжди була унікальною – вирізнялася об’ємом у 5035 кубічних метрів і на рік виробляла 4 мільйони тонн чавуну А деталі, конструкції та обладнання для комплексу виготовляли майже дві тисячі підприємств.
На жаль, зараз робота цієї красуні на паузі – через військову агресію Росії піч довелося зупинити. Але ми віримо, що невдовзі вогник в серці легендарної домни знову засяє. Ніхто не зможе відібрати у нас право* мирно працювати. І попереду на нас чекає ще багато видатних історій про зірку металургії та її чудовий колектив.
* – це слово є ключем до відповіді в розіграші до Дня Конституції України
Увага! Можливо в цій статті заховалося «золоте слово». Більше про акцію – тут.
Виплавка сталі – процес з багатьма пов’язаними між собою складниками. І якщо не працюватиме один з них, то це позначатиметься і на інших. Без шлакового двору і його ефективної роботи виплавка сталі неможлива. Тому гарною новиною для конвертерників стало завершення реконструкції шлакового двору № 1.
Під час сталеплавильного процесу разом зі сталлю утворюється багато шлаку, сотні тисяч тонн на рік, і його необхідно утилізувати. Розплавлений шлак зливається у ковші й залізничною колією доправляється на шлаковий двір. Там його зливають, охолоджують, штабелюють, вантажать на самоскиди і вивозять на відвали.
«Якщо б ми не змогли своєчасно зливати, обробляти та відвантажувати шлак, а ковші повертати до дільниці конвертерів, то виплавку сталі довелося б зупинити. Тому реконструкція шлакового двору надзвичайно важлива не лише для цеху, а й для підприємства взагалі», – розповів старший майстер шлакового відділення Дмитро Блізнецов.
За словами Блізнецова, фактично, цех отримав новий шлаковий двір з новим обладнанням та комфортним побутовим приміщенням для працівників.
Площа шлакового двору дорівнює стандартному футбольному полю, але з дещо іншими довжиною та шириною – 216 та 30 метрів. Реконструювали його в два етапи. Одна частина двору зараз уже у роботі, а інша чекає на державні дозволи після реконструкції. Шлак привозять составами, кожний з яких має десять шлаковозних ковшів. Під час реконструкції замінили більше ніж 200 метрів колії, залили під неї новий фундамент. Прийнявши состави, працівники зливають шлак з кожного ковша до шлакової ями з новими стінками із жаротривкого бетону та металевих плит, що важливо для безпечної роботи.
Далі – охолодження водою. Система охолодження шлаку також нова, з підігрівом води, це дозволить уникнути старих проблем перемерзання у холодну пору. Потім шлак складається у штабелі грейферними кранами, теж відремонтованими. Зате нові тепер підкранові балки та колії, тельфери для обслуговування кранів, посадочні майданчики, а також всі металоконструкції, на яких кріпляться крани. Це 38 колон. Кожна* висотою близько 15 метрів, балки-ребра жорсткості та інші елементи, які всі разом утворюють шатер. Він не захищає від дощу, але є надійною опорою для роботи двох грейферних і одного магнітного кранів. Трапляється так, що шлак спікається пластом і його треба роздробити. Тоді магнітний кран піднімає величезну залізну кулю і скидає її з висоти, дроблячи пласт.
Два шлакових двори цеху працюють дуетом. Поки в одному приймають шлак, дроблять за необхідності та формують штабель, на іншому його вантажать екскаватором на самоскиди і вивозять. Потім навпаки. Успішність процесу залежить від стану обох дворів та їхнього обладнання.
Саме перший двір, який почав роботу ще в 1966 році, був слабкою ланкою у дуеті. Стан металоконструкцій та колій загрожував не лише ефективності виробництва, а й безпеці працівників. А безпека – невід’ємне* від усіх виробничих процесів поняття. Тому під час реконструкції повністю замінили систему електропостачання. Це надзвичайно важливо, адже екскаватор та крани працюють від струму, і навіть чаші під час виливання шлаку працюють за рахунок електроенергії. Замінили не лише кабелі та проводку, але й підстанцію.
Крім того, була змонтована нова дренажна система разом зі станцією. Вже готове нове побутове приміщення з кондиціонером, де працівники зможуть поїсти та перепочити у комфортних умовах.
«Вже не терпиться почати роботу на новому дворі, – розповідає бригадир шлаківників Дмитро Потапенко. – Коли цех стояв, то ми, звичайно ж, не гаяли часу, підремонтували двір № 2, «підлатали» побутовки, але ж нове є нове. Чекаємо – дочекатися не можемо!».
* – це слово є ключем до відповіді в розіграші до Дня Конституції України
В конвертерному цеху ПАТ «АрселорМіттал Кривий Ріг» відновили виробництво сталі та сталевої заготовки. Крок за кроком підприємство повертається до життя заради своїх працівників, міста, країни.
Як розповів начальник відділення конвертерів Володимир Сінченко, виплавку сталі розпочали на конвертері № 5. «Після тримісячної перерви ми знову варимо сталь, і в цеху, попри війну, піднесений настрій. На зміні була технологічна бригада старшого майстра Артема Полякова, і з першою плавкою вона впоралася добре. Щоправда, довелося перед відновленням роботи конвертера розігріти його всередині до температури 800 градусів, щоб не зіпсувати футеровку. А далі вже працюємо у звичному режимі», – сказав Сінченко.
Сталь зливають у ковші і далі вона їде до відділення безперервного розливання сталі. Там її доводять до потрібної кондиції за хімічним складом та температурою і розливають, виготовляючи сталеві заготовки.
«Поки що задіяна одна машина безперервного розливання сталі та дві установки позапічної обробки, – розповідає старший майстер Дмитро Андреєв. – Першу плавку ми розливали відкритим струменем, а далі використовуємо стопорне розливання для виготовлення продукції з високою доданою вартістю. Чудово, що цех знову працює. Сподіваємося, що незабаром знайдеться робота для ще двох МБЛЗ».