Цього року нашому підприємству виповниться 90 років. Завдяки історичним документам, архіву газети «Металург» та спогадам ветеранів впродовж цього ювілейного року ми будемо згадувати значущі та цікаві події підприємства у його історії.
90 років вважається гранітним ювілеєм. А граніт, як і сталь – це символ сили, міцності та довголіття. Це саме ті якості, які завжди додавали сил колективу нашого підприємства, сприяли розвитку виробництва та надихали на постійний розвиток.
Сила духу та сталевий характер допомагають нам і зараз, в умовах війни протистояти жорстокому ворогу, визволяти рідну землю, працювати під загрозами ракетних обстрілів та виживати у складних економічних і логістичних умовах. Щодня ми вписуємо в нашу історію нові сторінки.
З архівів
Насправді історія нашого підприємства розпочалася задовго до урочистого пуску першої доменної печі, тож їй більше 90 років. Все почалося з намаганням тоді ще радянського керівництва перетворити аграрну країну в індустріальну. Тільки за першу п’ятирічку (1928/29-1932/33 роки) планувалося збудувати 1200 заводів. Пріоритет надавався важкій промисловості, адже країні не вистачало металу.
16 червня 1931 року був підписаний наказ про будівництво металургійного заводу у Кривому Розі. Завод спроєктували на чотири доменні печі першої черги з розрахунком, що у майбутньому їх буде вісім.
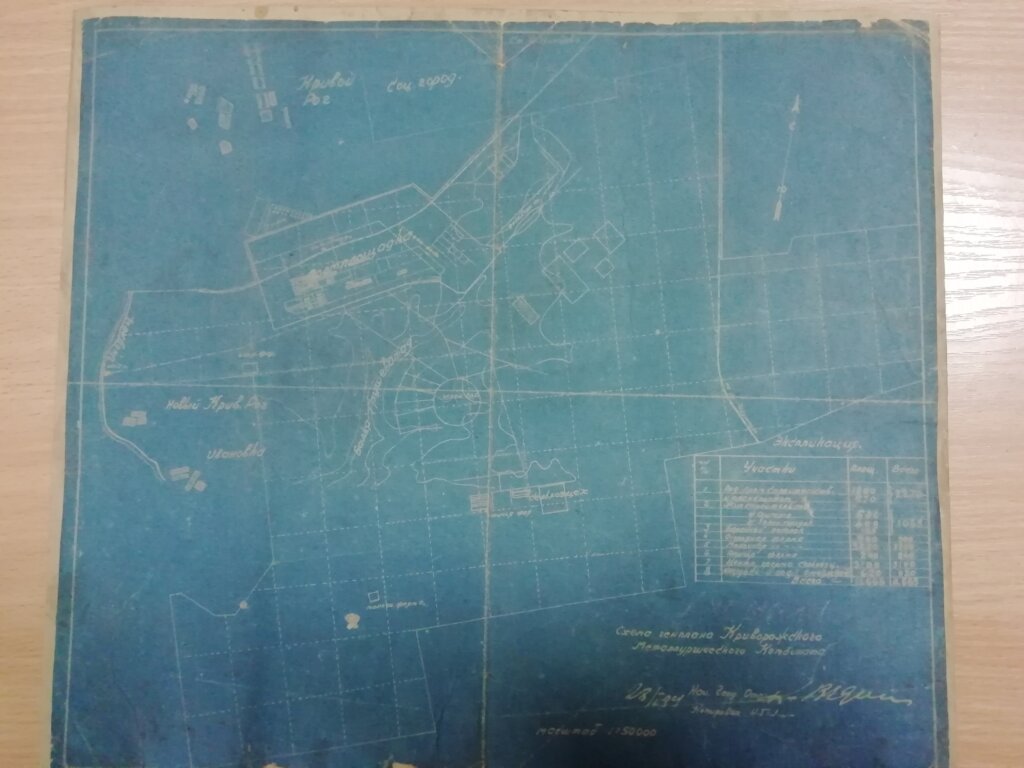
Перед фахівцями ставилася мета спроєктувати підприємство з повним металургійним циклом. Для цього треба було ретельно розробити не тільки доменні цехи, а й сталеплавильні, прокатні, енергетичні підрозділи, а також потужну ремонтну базу, залізничні шляхи, склади, майстерні та інші допоміжні об’єкти.
Побачити «Проєкт Криворізького металургійного заводу» на власні очі зараз може кожен з нас. Одна із п’яти існуючих копій цього історичного документу зберігається у науково-технічній бібліотеці нашого підприємства.
Плюсами будівництва заводу у Кривому Розі була наявність покладів залізної руди та можливість її переробки на місці. Зручне розташування міста дозволяло привозити сюди залізницею потрібну сировину, а звідси транспортувати готову продукцію.
Місцем розташування майбутнього металургійного гіганту обрали ділянку поблизу залізничної станції Червона. Тут був чистий степ, тож місця для заводу було вдосталь, як і для будівництва житлових будинків.
Цікавий факт: одним із тих, хто першим побачив майданчик для будівництва, був Іван Зотович Штаферук, редактор багатотиражної газети «Темпи вирішують». На її основі 1 серпня 1952 року була створена газета «Металург».
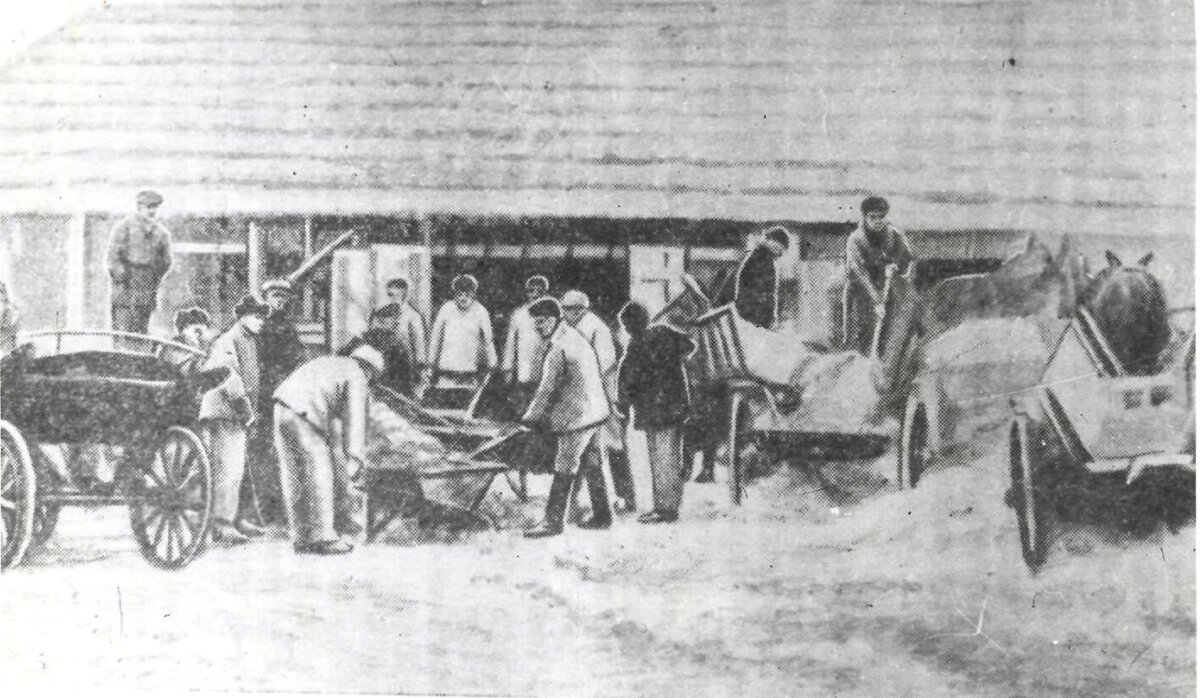
Перед будівниками заводу стояло дуже складне завдання – в рекордні терміни збудувати першу доменну піч та ввести її в експлуатацію у 1932 році. Але ці терміни були нереальними. Будівництво тривало важко. Давалася взнаки відсутність техніки, все робилося вручну, не вистачало будівельних матеріалів, дуже відчувалася непрофесійність працівників, адже земляними, монтажними та іншими роботами займалися люди без певних професій. Через це терміни здачі об’єкту декілька разів переносилися. Щоб пришвидшити пуск домни були навіть впроваджені так звані штурмові суботники, коли кожен мешканець Кривого Рогу мав одну суботу на місяць безкоштовно відпрацювати на будівництві заводу.
Перший бетон у фундамент майбутньої домни був покладений 7 листопада 1931 року. Основні будівельні роботи безпосередньо на доменній печі розпочалися у 1932 році.

4 серпня 1934 року перша домна видала перший чавун. Цей день, як відомо, і є офіційною датою народження нашого підприємства.